CおよびZの母屋調節する方法機械場合の厚さの変更か。例えば1.5から3.0mmから。
取り替え材料の厚さが0.5mmを超過しなければ、1.5mmの厚さの材料からの1.8mmの厚さの材料への変更のような、機械を調節する必要性がない。厚さの変更が0.5mmを超過すれば、機械のローラーの形成の上部および下の列間のギャップを調節することは必要である。厚さの増加が、ギャップ高められる必要があれば、そして厚さが減れば、ギャップは減る必要がある。
例えば1.5から3.0mmからのすべての場所の上部のローラーとより低いローラー間のギャップを高める必要がある。ギャップを測定し、それを1.5mm増加させる定規を使用しなさい。

PLC操作によってサイズを調節する方法か。PLCの他の仕事が私達べきである何をする配置を期待しなさいか。
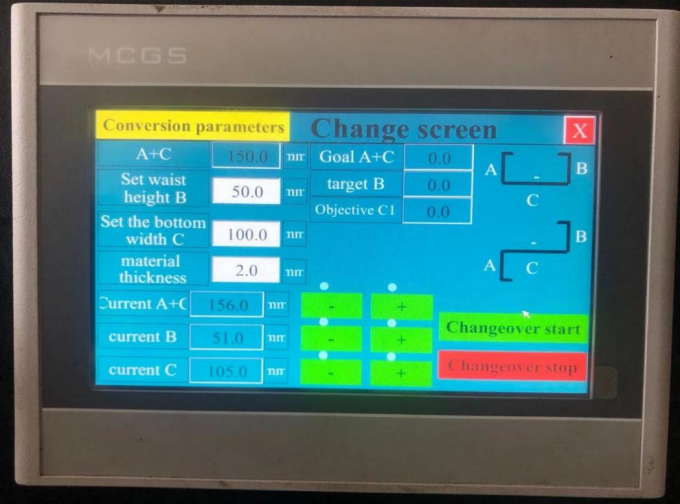
あなたが変えたいと思うスクリーン、かちりと言う音の転換の開始およびサイズの調節モーターの白い背景の入力箱で使用される材料の厚さは自動的に部品を形作る必須の位置にロールを合わせ始めるプロダクトの高さそして最下の幅を入れれば。
それから手動で調節された供給の幅に合わせるべき水平になり、読取り穿孔機間の供給の入口そして縦ガイドの車輪の両側で手車輪を調節する必要がある。
方法についての映像はせん断の部分を調節するここにある:
Cの母屋からZの母屋に変わる方法か。
A. Manualの調節
手動でCZのタイプ変更のローラーを180度、合計の3グループ回しなさい。
これは共通の選択、費用高くないである
調整期間は短い、5分は容易な十分およびまた操作である。
B.1つの接触PLCフル オートCZの変更。より有効な労働無し。
穴のサイズおよび穴の間隔を置く方法か。
機械は4つの穿孔機構の設定を設計した。スクリーンのそれぞれ穿孔位置の設定値は形作られたプロダクトの始めからパンチ穴の中心への間隔である。各々の穿孔機構は90の価値を置くことができる従って1つのプロダクトの異なった位置で同じサイズの90の穴を打つことができることを意味する。
異なった穴型を変える方法か。
上部および下はボルトによってで打抜き型固定される死ぬ。異なったサイズのパンチ穴が取り替えられる必要があるときボルトを取除くことと容易に取替えることができる。
4. 取付けをする方法どのような仕事を準備する顧客の必要性か。
A.荷を積み、荷を下すことを促進するために私達は2部に機械を設計する。取付けの間に、予約平らな場所の最初場所は機械、2部品を一直線に並べ、付けられたボルトとの修理する。
B. Connectそれぞれ油圧場所および打つ装置および油圧せん断装置間のオイル管(対応する手紙か数は容易な関係のためのオイル管で印が付いている)
油圧場所のオイル タンクへのC. Addは46 # anti-wear油圧オイル、レベル ゲージを観察し、次図で示されている位置にオイルを加える。
D.
5. CおよびZの母屋の入力コイルの幅をそれから数える方法か。
完成品のサイズに従って入力コイルの幅を計算しなさい:ウエストheight*2 +最下の幅+小さい端-材料の厚さ* 6、例えば、終了するCのプロフィールのサイズなら次の通り
ウエストの高さ:50mmの最下の幅:100mmの小さい端:15mmの物質的な厚さ:2mm
それから入力コイルの幅は50*2+100+15*2-2*6=218mmである
6. 配線をする方法か。
油圧uncoilerはただ印を付けたA、B、CおよびN.に4台のターミナルに電源コードを接続する必要がある。
機械を形作る主要なロールは電源コード、主要なモーター、油ポンプモーターおよびサイズの調節モーターによって接続される必要がある。
電源コード:L1、L2、L3と印が付いているターミナルによって接続しなさい
主要なモーター:U2、V2、W2と印が付いているターミナルによって接続しなさい
油ポンプモーター:U1、V1、W1と印が付いているターミナルによって接続しなさい
サイズの調節モーター:3つのサイズの調節モーターはそれぞれU3 V3 W3、U4 V4 W4およびU5V5W5と印が付いているターミナルに接続される。
カウンター、読取り穿孔機の限界スイッチおよび切断装置は独特、間違いの接続し易く、放し易い航空プラグによってPLC制御キャビネットに接続される。
7. 維持の日刊新聞をする方法か。
鎖および変速機を点検し、潤滑油を規則的に加えなさい
長い間使用されない場合塵および防せいの手段は取られる。
完成品の実際の長さが一定の長さと矛盾して、実際の長さがより長くまたは短いよりときある特定の固定価値の一定の長さは次の方法に従って、変数を調節する。
あなたが「一定の長さ」箱の順序のページで置く長さの価値を入れ、「実際の長さ」箱でプロダクトの実際の長さを入れ、そして次に「計算する新しい係数」ボタン(しかあなたが一度かちりと鳴らさないことができるノートかちりと鳴らしなさい)を
CおよびZの母屋の質を判断する方法か。
完成品は曲がらないでまっすぐにあり、すべての部品の次元は一貫して、デッサンの条件を満たす。せん断されたプロダクトの長さは一貫して、切断セクションはぎざぎざなしで滑らかである。
CおよびZの母屋のプロフィールをテストする方法か。
引くサイズに従って各部分のサイズを引く条件を満たすかどうか見るために測定するのにカリパスを使用しなさい
CZの母屋を平らな地面に置き、接触表面がギャップなしで地面と十分に合うかどうか観察しなさい。
最高の働きの速度は何であり、私達がカスタマイズしてもいい何選択か。
最高速度は15m/min.である。私達は中間の版のようなあなたの条件に従ってギヤ ボックス伝達、PLC 1の接触、かどうか前部せん断装置変わるか、または手動調節のスペーサ方法、手動uncoilerまたは油圧uncoiler、簡単なふれのテーブルまたは自動スタッカー、等加えるために、またはアーチ道の構造、鎖またはカスタマイズしてもいい
Cの自動程度は何であり、私達がカスタマイズできるZか。
自動的に荷を積む油圧uncoilerは巻き、伸びる
PLC 1のタッチ・コントロール サイズの調節およびCZのタイプ変更
自動スタッカーは自動的に順序で形作られたCZの母屋を積み重ね、詰める。
いかにCZの母屋機械の電気の消費が。全くあるか、
生産ラインの総力は296KWについて1日あたりの8時間の作業時間に従って37KWについて、機械のパワー消費量ある通常ある。
レイアウトは何であり、全長の顧客は準備する必要があるか。
配達の前に、私達は機械配置図を提供する。バイヤーはおよび3メートル幅メートル長さ生産のための機械を置くために場所を25準備する必要がある
何労働者の顧客は準備する必要があるか。
機械を作動させるために必要な2-3労働者。
ローディングのどのような容器か。
油圧decoilerを含むCZ機械を形作る機械、ロール油圧場所およびふれのテーブルは1 40GPおよびone20GPを要求する。
連続したときある何が機械は、注意機械の支払をする必要がある。
A.仕事の前に、装置および電気スイッチのすべての部品が良好であるかどうか、そして保護カバーが完全であるかどうか確認しなさい。操作が正常である後やっと正価格販売テストを、中華なべ始まることができる遂行しなさい。
B.装置は特に割り当てられた人員によって作動させなければならない。操作の間に、装置の音が正常であるかどうか注意をに払いなさい。非常時には、機械を消し、電源を断ち切りなさい。複数の人が同時に作動する場合、特別な人は調整の間違いによる事故を防ぐ統一部隊を担当する。
C.コイル状材料がローラーに入る場合、注意は事故を押しつぶし、切ることを防ぐように支払われる。手か衣服がローラーにねじれることを厳しく防ぎなさい。コイルは溶接によって引っ張られる場合突然のひびを防ぐことを、しっかりと溶接する。
D.正常な生産の前に、コイル材料の幅そして厚さが装置条件のために適しているかどうか確認することは必要である。生産は確認の後やっと遂行することができる。
E.ローラーは機械によって停止した調節されなければならない。
F.仕事を終えた後、装置を、職場をきれいにし、電源を去る前に切るために拭きなさい。
そのSG550材料はあなたの機械のために良いか。
はい、SG550は良い。特別な材料のために、先立ってカスタマイズされる必要がありなさい。

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。 Japanese
Japanese