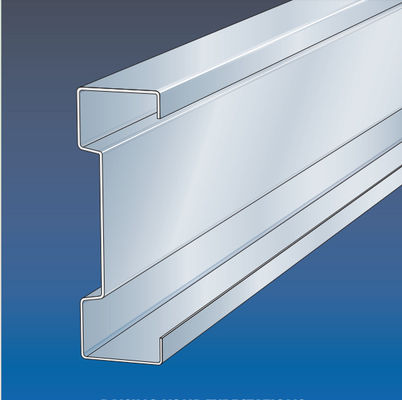
シグマ・パーリンズ・マシンは,シグマ・パーリンズ・マシンを完全に自動で作るために設計されています. 一方,C・パーリンズやU・パーリンズも作ることができます.シグマ・パーリン・システムは,長年にわたってこのシステムは,主に屋根上で,二次的なシートサポートとして使用するように設計されています.
シグマプロフェクションは,冷たいロールで製造され,S450級の熱浸し前電熱鋼を形成し,最小出力ストレスは450N/mm2である.このようなプロフィールを作るための1つのローリング形成マシンを開発しました.

上記の範囲は,厚さ範囲が大きすぎるため,1つの範囲で作ることはできません.通常は厚さ1.5〜4.0mm,または3.5mmがよりよいでしょう.以下は参考にいくつかの使用例です:
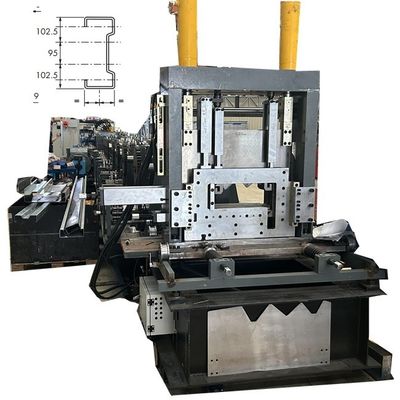
シグマ・パーリンズ・マシン
基本情報 NLT-400 シグマ・パーリンズ・マシン
機器の名前: NLT-400 コンピュータ入力デジタル変換+電気ボタン変換ロール形成装置
機器のモデルNLT-400
インテリジェントバージョンのサーボモーター: 全電源68KWの駆動力
Sおしっこする:1分間に30m,全速度は1分間に12mから15m (穴の数に応じて)
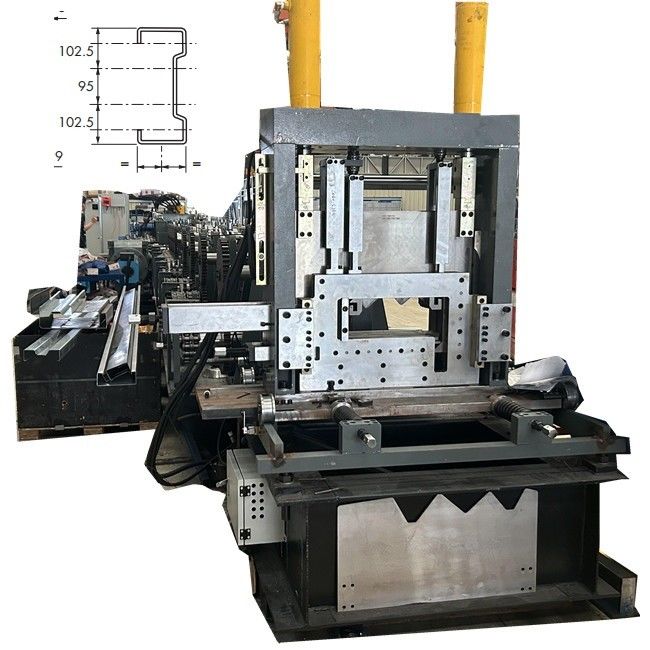
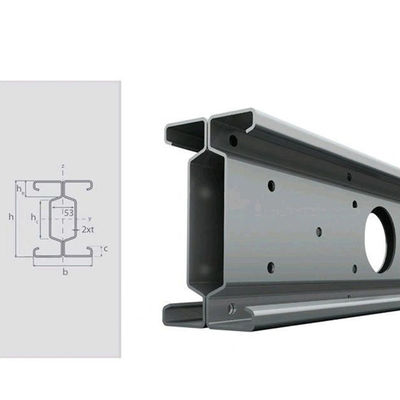
1C幅 (80~350) mm,Z幅 (120~350mm) は自由に変換できる.
2細い縁 (8-20mm) と細い縁 ≤ 0.8 * (腰の高さ -20);
3腰の高さ (30-100) mm 腰高さ ≤ 0.95 * (下部幅 - 小辺 -30)
4調整可能なプレート厚さ t (1.0~3.5) mm
長さと穴位置の精度 ± 1mm
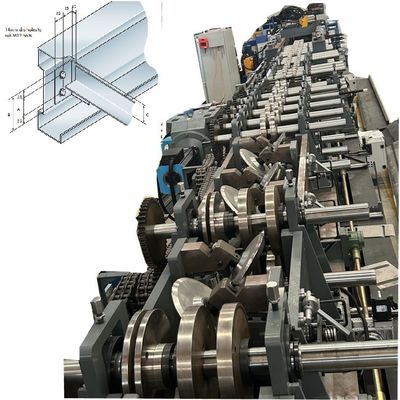
解き込み → 材料を機械に入力する →レベルアップ→パンシングと 切る前→ロール 形成→受付する製品表
最初の8つのローラーステーションは,シグマリバーの幅が底部幅の変化に応じて調整されます.PLCは幅を調整します.
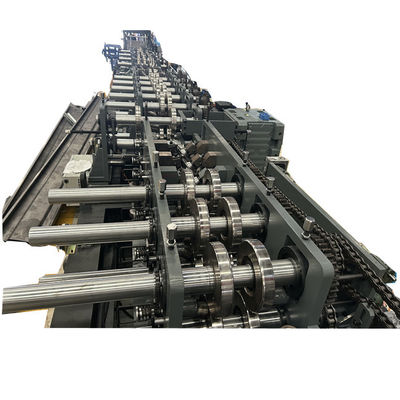
軸の直径:Φ90 mm 固体
トランスミッション+軸末端サポートのための二列鎖
軸材:
40 Cr CNC加工 HRC28-32 仕上げ回転と電極板
形成速度:マックス15m/min
電圧: 380V/60HZ/3P (要求に応じて)
送信方式:
2重鎖 + 軸末端の支え
サイズ変更:自動的にPLCによって
CとZのピュリング変更: 手動で
ロール材料: Cr12,真空熱処理後の精密加工された内部穴
処理技術:CNC加工,その後,HRC58-60まで熱処理,精密加工
軸材: 40Cr (直径90/直径75)
処理技術:CNC加工後,冷却およびテンパー処理 HRC28-32 そして細工回転と電圧塗装.
シグマ・パールライン・マシンの切断部分について:
調整が簡単になるように 幅の測定を明確にしました.
シグマ・パーラインの適用:
この機械についてもっと知りたいなら,いつでも私達に連絡してください.

 メッセージは20〜3,000文字にする必要があります。
メッセージは20〜3,000文字にする必要があります。 Japanese
Japanese